轮对压装机主要用于火车轮对的压装,也可用于各型客货车轮对的压装。目前国内专门生产轮对压装机的厂家相对较少,而我公司则是一家非常专业的轮对压装机生产厂家,采用的是国内先进液压传动技术,下面我们就来简单介绍下轮对压装机的结构以及工作流程。
结构简单介绍:
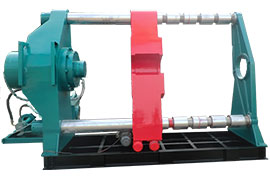
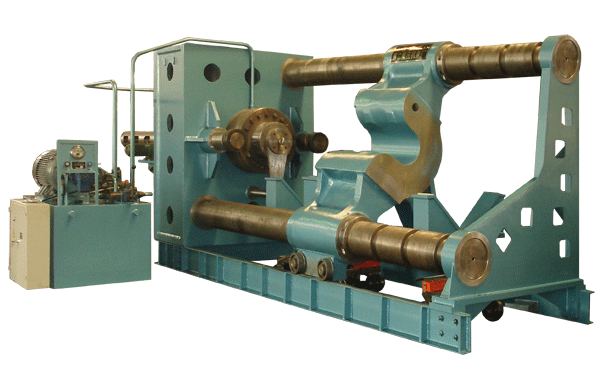
轮对压装机包括主机,摆锤,进出料小车等部分。
主机机械结构为框架式,一体主压油缸,应用摆锤技术,保证轮对不调头压装的实现;轮对的支撑架高度可以根据压装轮对的型号进行调整,同时压头的长度也可以进行调整,保证可以压装车轴长度不同的各型号轮对,扩大了压装机的使用范围。
设备工作流程如下:
轮对压装机结构简单,工作可靠,适应性强,一般按以下流程进行工作:
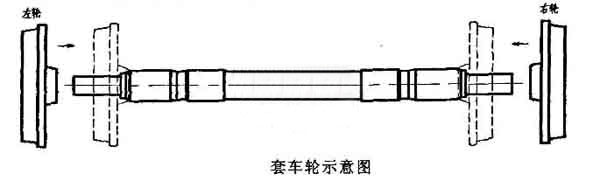
(1)套车轮
小车沿纵向导轨移动到上、下料工位,用吊车将两车轮套装到车轴上。如下图所示,其中虚线位置为套装完成后,车轮的位置。
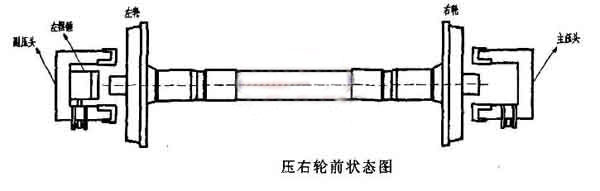
(2)上料
车轮套装完成后,小车沿纵向导轨移动到压装工位,系统检测设备状态是否正确。如下图所示,压右轮前状态示意图。
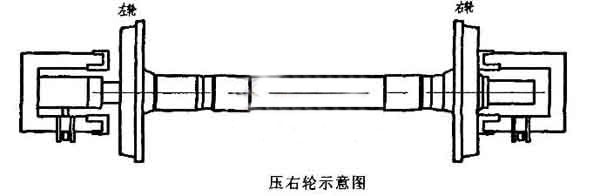
(3)压右轮
此时,设备的状态如下图所示,左摆锤升起,右摆锤落下,小车处于原始位置。如果系统检查设备状态不正确,将停止压装并报替。在压装过程中,左摆锤将作用在车轴左端面上,将车轴定位住,使之不能向右移动;同时,主压头的压块作用在右车轮上,将直接推动右轮向前移动,右轮将直接被压到轴上。如下图所示,压右轮示意图。
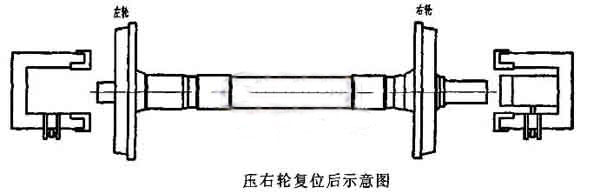
(4)复位
右车轮压装完成后,设备要恢复起始状态,并为压左车轮做准备。首先主液压缸快速退回,轮对与小车也回到初始状态,此时左摆锤落下,右摆锤升起。如下图所示,压右轮复位后图。
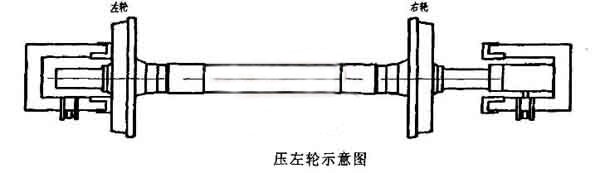
(5)压左轮
此时,系统检查设备状态如下图所示,小车处于原始位置,左摆锤落下,右摆锤升起,否则系统将停止压装并报警。在压左轮过程中,副压头的压块顶在左轮轮毂上,使之不能向左运动;主压头上升起的摆锤顶在车轴右端面上,并推之向左运动,左轮便被压装到车轴上。如下图所示,压左轮示意图。
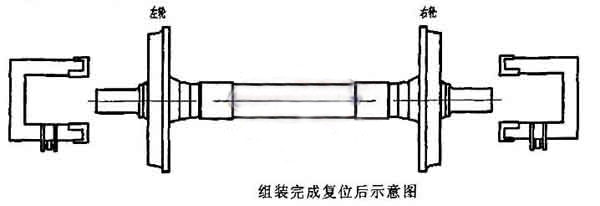
(6)复位
左侧车轮压装完成后,系统要恢复起始状态,为卸下压装完成的轮对做准备。此时,液压缸快速退回,小车和轮对也回到原始位置;随后右摆锤落下。如下图所示,组装完成复位后示意图。
(7)下料
小车沿纵向导轨移动到吊装工位,吊车吊下压装完成的轮对。完成了上述七个步骤,也就完成了一个轮对的压装过程。