简介
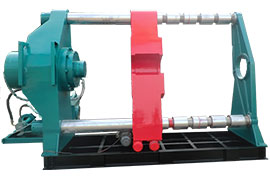
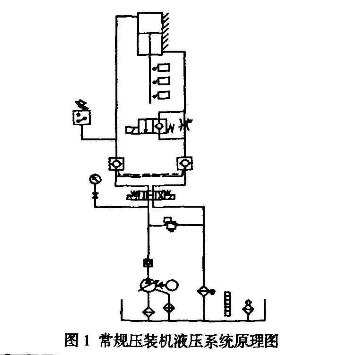
压装机是汽车变速箱生产线的主要生产设备,用于生产汽车变速箱的各种齿轮件及齿轮轴件,其压装力的大小决定了产品的质量,过大或过小的压装力都会对产品造成一定的影响,严重时会把工件压坏造成废品或压装不完全,因此,严格控制压装力已成为压装机生产所必须解决的问题。常规压装机的压装力的调节依靠理论计算,手动调节液压系统的压力阀来实现,其液压原理图,如图1所示。
但是由于手动调节具有一定的误差,且压力表的显示也存在一定的误差,对于压装力要求的工件生产,尤其是小吨位压装机,该误差已经可能造成较大的影响。为了解决手动调节的误差问题及频繁手动调节的繁琐问题,针对某单位的40吨压装机设计了电液比例控制液压系统。
电液比例控制压装机
根据常规压装机的压力调节问题,对其液压系统进行了改造,改造后的液压系统,如图2所示。
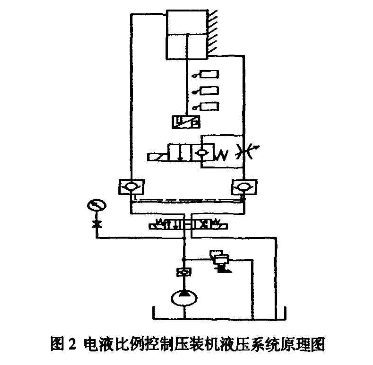
其闭环控制系统框图,如图3所示。本系统的液压泵采用恒压变量柱塞泵;溢流阀采用先导式电液比例溢流阀;在液压缸与工件之间增加了力传感器,作为电液控制系统的反馈元件。与传统的手动调节和普通开关型液压阀相比,电液比例控制阀能大大提高液压系统的控制精度,并且可以弥补普通液压控制阀只能进行开关控制、不能进行连续控制的缺陷。
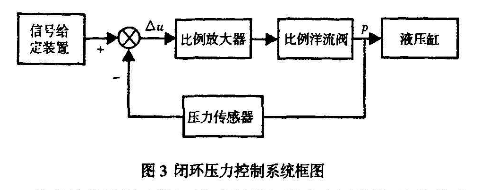
该系统的控制过程如下:由计算机输出电压信号,该信号通过比例放大器转变为电流信号,通过改变比例溢流阀开口调节油缸无杆腔的压力从而改变压头输出力的大小,通过力传感器实时检测压头输出力并轮换为电压信号通过采集卡传给计算机,该实测值与程序中设定值进行比较,经过控制算法运算输出新的控制信号实现力的闭环控制。由电磁换向阀控制油路方向实现压下力输出控制和压头缩回。在系统中计算机参与实现了对数据采集、控制决策及控制输出三个基本功能。
系统数学模型的建立
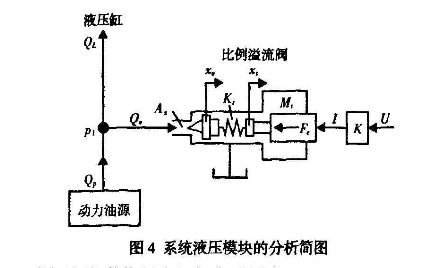
如图4所示,为系统液压模块的分析简图。据此可列出压装机的压下力的动态方程:
 (1)
(1)
式中:Fg——作用在工件上的夺下力;
A2——油缸活塞有杆腔的面积;
p2——系统的背压(即压下油缸有杆腔的压力);
M——活塞杆、力传感器和压头的质量;
B——活塞及负载的粘性阻尼系数;
K——负载弹簧刚度。
假设忽略活塞及负载的粘性阻尼,则式(1)中活塞及负载的粘性阻尼系数B=0。
式(1)经拉普拉斯变换之后,改写为:
![]() (2)
(2)
模糊PID控制器设计
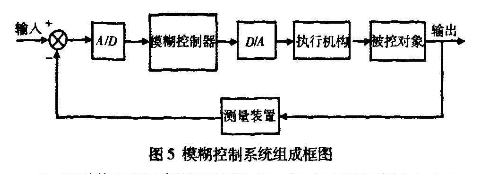
压装机模糊控制系统的组成具有传统计算机控制系统的结构形式,主要由模糊控制器、输入输出接口、执行机构、被控对象和测量装置组成,其控制系统组成框图,如图5所示。
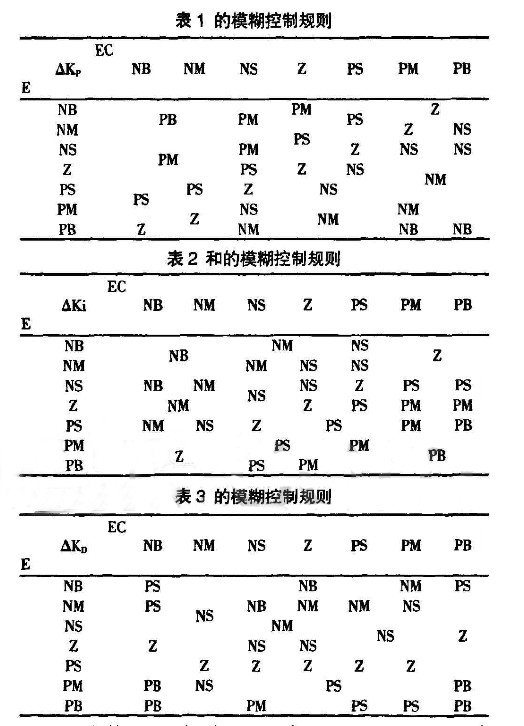
对于压装机压力模糊控制系统,先确定输出变量ΔKP、ΔKI、和ΔKD与偏差E和偏差变化率EC之间的模糊关系,在运行中通过不断检测E和EC,再根据模糊控制原理对参数进行在线修改并满足在不同和时对控制参数的不同要求,使被控对象具有良好的动、静态性能。如表1~3所示,分别为ΔKP、ΔKI、和ΔKD的模糊控制规则。
给系统输入一个阶跃信号,则采用MATLAB/SIMULINK计算机仿真工具对其模糊PID控制的压装机压力控制系统仿真曲线,如图6所示。
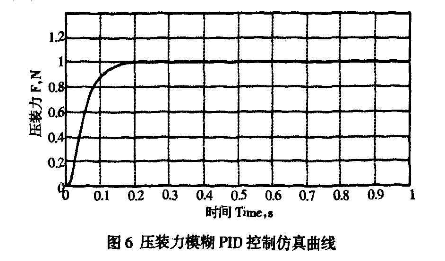
由图6可见,该系统无稳定误差和超调,压装力峰值时间0.17s,上升时间0.12s,调整时间0.14s,满足控制系统的技术要求及现场生产的实际需求,具有较好的控制效果。
结论
采用电液比例控制系统和模糊PID控制器对压装机压装力进行控制,可以较好地实现压装力的精准控制,以实现现场生产对压装力的精度要求控制,并可以方便地通过计算机对压装力进行修改,进而可以采用一台设备实现多台设备的功能,实现现场产品生产的多样化和经济化。